Tedawiya bingeha malperê
1. Berî ku jeomembrana HDPE were danîn, bingeha danînê bi dezgehên têkildar re bi berfirehî tê kontrol kirin.Bingeha danînê divê zexm û sax be.Di kûrahiya vertîkal a 25 mm de divê kokên daran, xirbe, kevir, perçeyên beton, serê hêzdar, çîpên cam û bermayiyên din ên ku dikarin zirarê bidin jeomembranê tune bin.Kompaktorek çerxerê bikar bînin da ku berhev bikin da ku nîşanên gerîdeyê, şopên lingan û pêlên erdê rakin.Digel vê yekê, pêlên erdê ji 12 mm mezintir jî divê werin çikandin an jî komkirin.
2. Dema ku geomembrana HDPE li ser paşpirtikê tê danîn, tevliheviya paşpirtikê ji 95% kêmtir nabe.
3. Bingeha malperê divê ji rijandina avê, gemar, pond, bermayiyên organîk û maddeyên zirardar ên ku dibe sedema qirêjiya jîngehê bêpar be.Divê goşeyê bingehê xweş be.Bi gelemperî, tîrêjê kevanê wê ji 500 mm kêmtir nabe.

Pêdiviyên teknîkî yên ji bo sazkirina geomembrane HDPE.
1. Divê danîn û welding geomembrana HDPE di hewaya ku germahî ji 5 ℃ jortir e û hêza bayê di bin pola 4-an de be bê baran an berf were kirin.
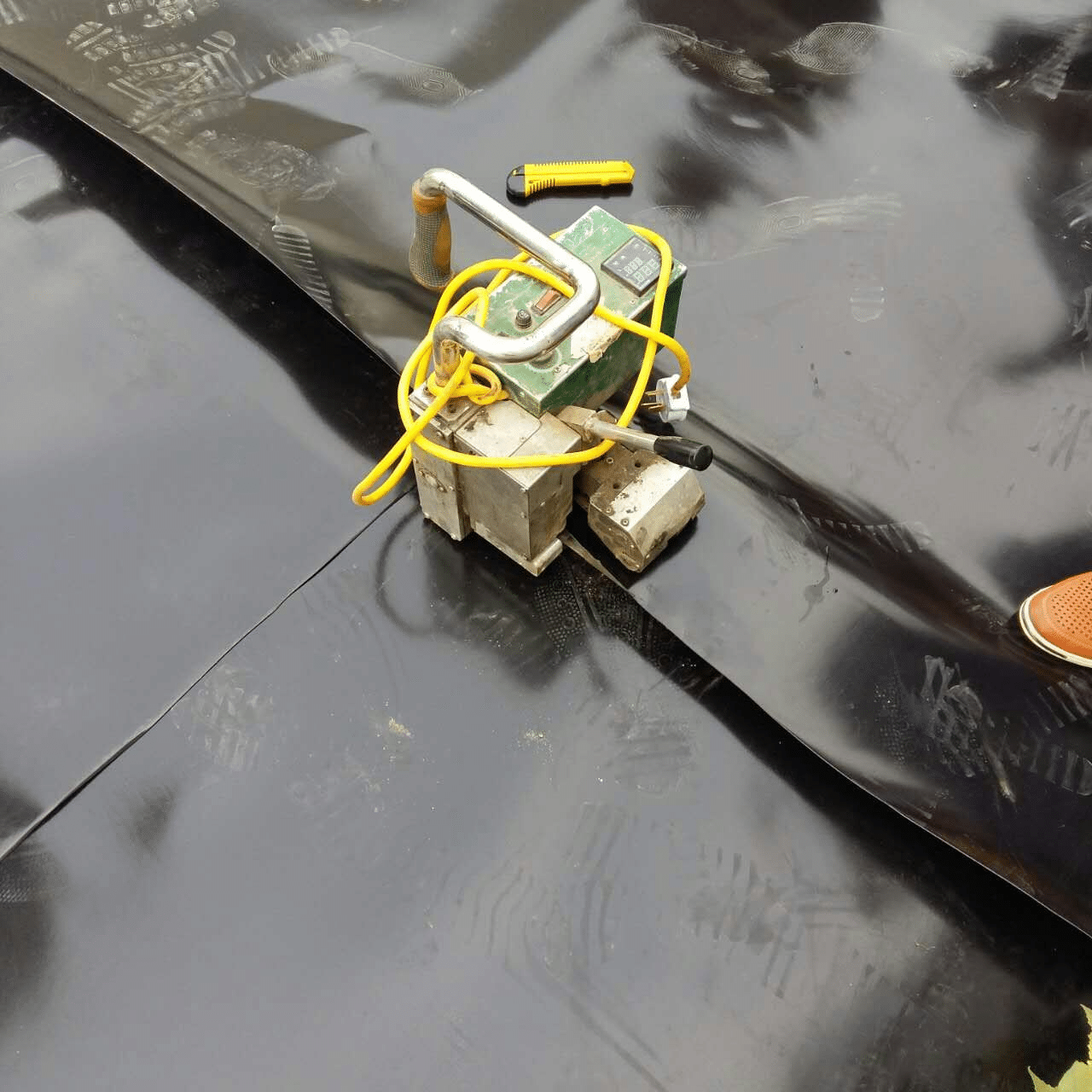
2. Pêvajoya avakirina geomembrana HDPE dê bi rêza jêrîn were kirin: danîna geomembranê → pêlavên weldingê yên lapkirî → welding → çavdêriya li cîhê → tamîrkirin → vekolînek ji nû ve → dagirtin.
3. Firehiya hevgirtî ya girêkên di navbera parzûnan de ji 80 mm kêmtir nabe.Bi gelemperî, arastekirina berhevokê dê bi xeta xêza herî zêde re wekhev be, ango, ew ê li ser rêgeziya lingê were saz kirin.
4. Di dema danîna jeomembrana HDPE de, bi qasî ku pêkan be divê ji qermîçokên çêkirî werin dûrxistin.Dema ku jeomembrana HDPE tê danîn, deformasyona berbelavbûnê ya ku ji ber guheztina germahiyê pêk tê li gorî rêza guheztina germahiya herêmî û hewcedariyên performansa geomembrana HDPE were parastin.Digel vê yekê, mîqdara berfirehbûna geomembranê dê li gorî cîhê malperê û danîna geomembranê were veqetandin da ku bi rûniştina nehevseng a bingehê re were adaptekirin.
5. Piştî ku jeomembrana HDPE were danîn, divê li ser rûya membranê meşîn û amûrên hilgirtinê kêm bibin.Tiştên ku dikarin zirarê bidin jeomembrana HDPEyê, nabe ku li ser geomembranê neyên danîn û neyên hilgirtin li ser jeomêmbranê da ku zirarek qezayî li membrana HDPE neyê girtin.
6. Hemî personelên li cîhê çêkirina fîlimê HDPE divê cixare nekin, pêlavên bi neynûk an pêlavên solên hişk ên bi pêpên bilind li xwe nekin da ku li ser rûyê fîlimê bimeşin, an jî tev li her çalakîyek ku dibe ku zirarê bide fîlima bêserûber neke.
7. Piştî ku jeomembrana HDPE tê danîn û berî ku tebeqeya parastinê were pêçandin, ji bo ku jeommban ji ber bayê nefetisîne, her 2-5 m carekê kîloyek qûmê ya 20-40 Kg tê danîn.
8. Geomembrane HDPE divê xwezayî û nêzîkî tebeqeya piştgirî be, û divê li hewayê neqeliqî an daliqandin.
9. Dema ku geomembrane di beşan de tê çêkirin, tebeqeya jorîn piştî danînê di wextê de tê girtin, û dema xuyangkirina hewayê ji 30 rojan derbas nabe.
Ankorkirina geomembrana HDPE dê li gorî sêwiranê were kirin.Li cihên ku di projeyê de eraziyê tevlihev hene, yekîneya avahîsaziyê dê rêbazên din ên ankorkirinê pêşniyar bike, ku dê piştî wergirtina razîbûna yekîneya sêwiranê û yekîneya çavdêriyê were kirin.

Pêdiviyên welding geomembrane HDPE:
1. Rûyê hevgirtî yê welda geomembrane HDPE divê ji ax, qûm, av (di nav de dew) û nepaqijiyên din ên ku bandorê li kalîteya welding dikin bêpar be û di dema weldingê de were paqij kirin.
2. Di destpêka weldingê de her roj (di sibehê de û piştî betlaneya nîvro), pêdivî ye ku pêşî li cîhê welding ceribandinê were kirin, û welding fermî tenê piştî ku jêhatî bû dikare were kirin.
3. Divê geomembrana HDPE ji hêla makîneya welding-hilweşîna germ-hilweşînê ve du rê ve were weld kirin, û welding extrusion an welding çeka hewa-germ divê tenê li cîhên ku makîneya tamîr, nixumandin an welding-hilweşîna germ nikare bigihîje were bikar anîn.
4. Di dema çêkirinê de, germahiya xebitandinê û leza makîneya weldingê di her kêliyê de li gorî germahî û taybetmendiyên materyalê were sererast kirin û kontrol kirin.
Fîlma 5.HDPE ya li weldê dê wekî tevahî were weld kirin, û welding derewîn, welding winda an welding zêde tune.Pêdivî ye ku du qatên geomembrana HDPE-yê yên ku hatine girêdan bi rengek nerm û nerm werin avêtin.
Kontrola kalîteya weld
Bi pêşkeftina avakirinê re, pêdivî ye ku meriv di wextê xwe de qalîteya welding fîlima HDPE were kontrol kirin, û welding bi çeka hewaya germ an çeka welding plastîk di her kêliyê de ji bo perçeyên welding û xelet ên welding tamîr bikin.Rêbazên taybetî wiha ne:
1.Kontrolkirin di sê gavan de, ango vekolîna dîtbar, vekolîna enflasyonê û ceribandina zirarê tê kirin.
2. Kontrola dîtbar: kontrol bikin ka her du weldan safî ne, zelal, bê qermiçî, şefaf, bê slaq in, kulîlk, xala rijandinê, xala helandinê an kelmêş in.
Kontrola dîtbar bi giranî ew e ku bi baldarî xuyangiya geomembrana hatî danîn, qalîteya weldê, welding-teşe, bermahiyên binê, hwd.. Hemî personelên avakirinê divê di hemî pêvajoyên avakirinê de vî karî bimeşînin.
3. Ji bilî vekolîna dîtbar, vekolîna valahiya ji bo hişkbûna hemî welds were pejirandin, û xwekontrolkirina ji bo beşên ku bi valahiya nayên kontrol kirin were bihêz kirin.
4. Hêza enflasyonê ya ku ji hêla zexta enflasyonê ve hatî destnîşankirin 0.25Mpa ye, û ji bo 2 hûrdeman çu hewa tune.Bihesibînin ku maddeya pêçandî nerm e û jêhatîbûna hêsan e, daketina zexta destûr %20 e.
5. Dema ku ceribandina tansiyonê li ser nimûneya ku ji welda rêyên dualî hatî girtin tê kirin, standard ev e ku weldan neçirîne lê dayik di dema ceribandinên peel û şûştinê de diqelişe û zirarê dibîne.Di vê demê de, welding jêhatî ye.Ger nimûne bêkalîte be, dê perçeyek duyemîn ji welda orîjînal were girtin.Ger sê perçe bêkalîte bin, dê tevahiya weldê ji nû ve were xebitandin.
6. Nimûneyên ku di îmtîhanê de derbas dibin ji bo tomarkirinê ji Xwedî, Peymandarê Giştî û yekîneyên têkildar re têne şandin.
7. Kêmasiyên ku di teftîşa dîtbarî de, tespîtkirina enflasyonê û ceribandina zirarê de têne dîtin di wextê de bêne sererast kirin.Yên ku tavilê nikarin bên tamîrkirin divê bêne nîşankirin da ku di dema tamîrkirinê de nehêlin.
8. Di vekolîna xuyangê de, di rewşa kêmasiyên wekî kunên li ser rûyê membranê û welding winda, welding xelet û zirarê di dema weldingê de, dê metala bingehîn ya nû were bikar anîn da ku di wextê de tamîr bike, û her aliyek şûra tamîrkirî divê ji ji beşek zirarê bi 10-20 cm.Tomaran çêbikin.
9. Ji bo welda tamîrkirî, bi gelemperî vekolîna dîtbarî ya hûrgulî tête kirin, û piştî ku tamîrkirin pêbawer tête pejirandin serbestberdan were kirin.
Dema şandinê: Dec-14-2022